 |
|
|
Open vs. Closed loop system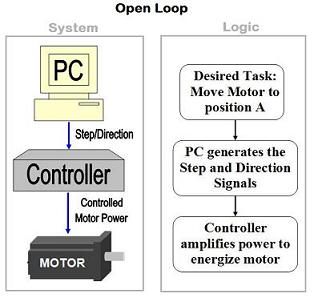
As you can see the process for a open loop system is simple. After the user decides what he/she wants to do and generates the g-code or some sort of work file, the NC software then create the necessary step and direction signals to perform the desired task. The computer relays this information to the controller which then energizes the motor/s. After the motor moves to the desired position, there is no feedback to the controller system to verify the action. In the CNC industry, open loop systems use stepper motors. However, just because a system uses stepper motors does not mean the system is an open loop system. Stepper motors may be outfitted with encoders to provide position feedback just like servo motors. Stepper motors are able to operate in an open loop system while servo motors are not, for CNC applications at least. Because stepper motors do not require feedback hardware, the price for an open loop CNC system is much cheaper and simpler than a closed loop system. This makes it more affordable for hobbyists to build their own CNC machine. There are drawbacks to the open loop system. Because there is no feedback to the controller, if the motor does not operate as instructed there is no way for the system to know. The controller system will continue performing the next task as if there is no problem until a limit switch is tripped or the operator resets the machine. Many do it yourselfers run into trouble by overloading their machine and losing steps with the open loop system. This can ruin the piece or be harmful to the machine or user. However, if the system is constructed properly and not overloaded, there is no reason an open loop system should not function properly. Closed Loop The closed loop system has a feedback system to monitor the output of the motors. Closed systems are also able to correct errors in position, velocity, and acceleration, and also fault the system if the error is too large. Refer to the image below.  As you can see from the image to the left, there are two closed loop system shown. The fist system returns the feedback to the CNC controller. The second system returns the feedback into the computer. Regardless what some say, both systems are true closed loop systems. The system where the feedback is fed into the signal generator or computer is usually found on high end machines. The image on the left represents the most common type of closed loop controller system. In this type of system, an encoder, glass scale, or some other type of analog device is responsible for the feedback signal. Most of these closed loop controllers are PID or proportionalintegralderivative controllers. The encoder output is fed into the motor driver. A PID controller attempts to correct the error between a measured variable and a desired set point by calculating and then outputting a corrective action that can adjust the process accordingly and rapidly, to keep the error minimal. See the image below for a basic concept flow chart. 
This type of control loop is set to fault at a preset value. This should stop the machine in case of excess error. Some people believe that this type of system can be inaccurate. This is untrue if setup properly. The resolution of this type of servo system should be designed to be one order of magnitude more precise than the machine. With this setup, even if the machine were to fault, the error is still less than the machine tolerance. If a controller faults when it is 124 steps out of position, the resolution of the system should be designed so that 124 steps is less than the machine tolerance. The disadvantages of closed loop systems are cost and complexity. Closed loop controllers can be harder to tune and have more parts that could fail. Return To: CNC Controllers from Open and Closed Loop System section |
The Builder's Guide
 Calculators
 CNC Controllers
 |
|
|
[?] Subscribe To This Site
Page Missing?Please bare with us as we upload pages. The website is still under contruction and new content is being added. To see the most recent pages, visit the website blog. Thank you! |
||
|
|
Homepage |
Buyer's Guide |
Builder's Guide |
Contact Us|
© Copyright 2007-2011. |
||
|
|
||



